Impresión 3D con PETG, configuraciones para tu impresora y cómo utilizarlo
PETG es la abreviatura de Tereftalato de polietileno modificado con glicol, es un plástico resistente a la temperatura y altamente resistente a impactos, a menudo utilizado en la impresión 3D de estilo FDM.

Ésta es una pequeña guía para realizar impresiones exitosas con este material: PETG. Del mismo modo abordaremos algunos de los problemas más comunes que podrían presentarse al utilizarlo.
Imprimir con PETG es ciertamente menos desafiante que con materiales como el ABS, tiene sus problemas especiales.
Para comenzar, es necesario ajustar los parámetros de impresión para el filamento PETG y así obtener los mejores resultados, lo primero será abrir el software de laminación y ajustar lo siguiente:
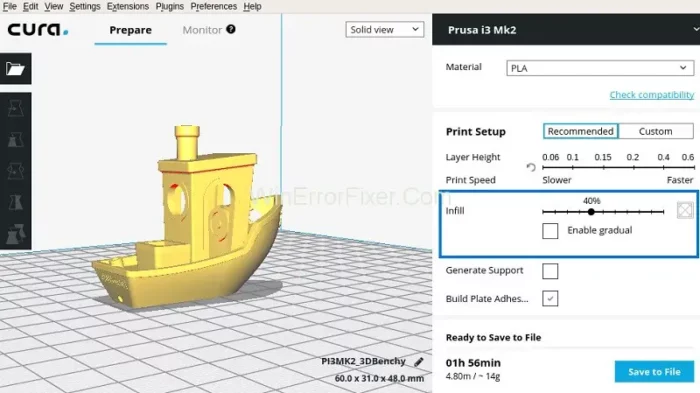
Ajustes iniciales
Si su laminador tiene perfiles de material PETG incorporados, ese será un buen lugar para comenzar. De lo contrario, puedes utilizar los ajustes ordinarios de PLA y hacer algunos cambios:
Aumentar la temperatura de la boquilla según las recomendaciones del fabricante (generalmente entre 220 y 260 °C)
Prueba aumentando la temperatura de la cama según las recomendaciones del fabricante (generalmente entre 50 y 85 °C)
Reduce la velocidad del ventilador en el rango de 20-50%
Ajuste fino
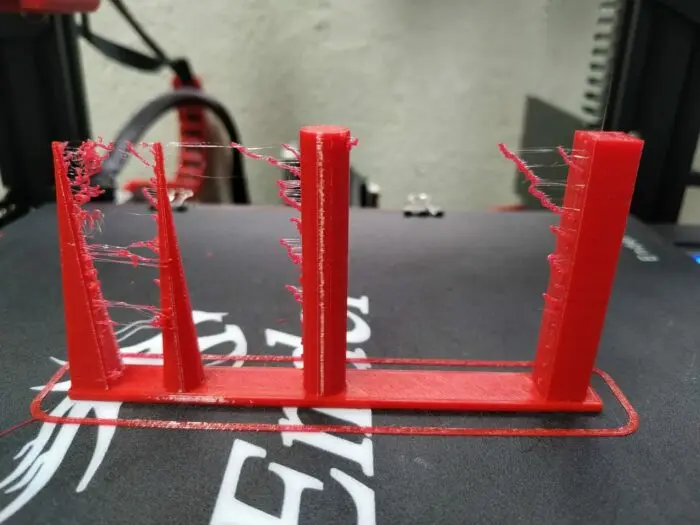
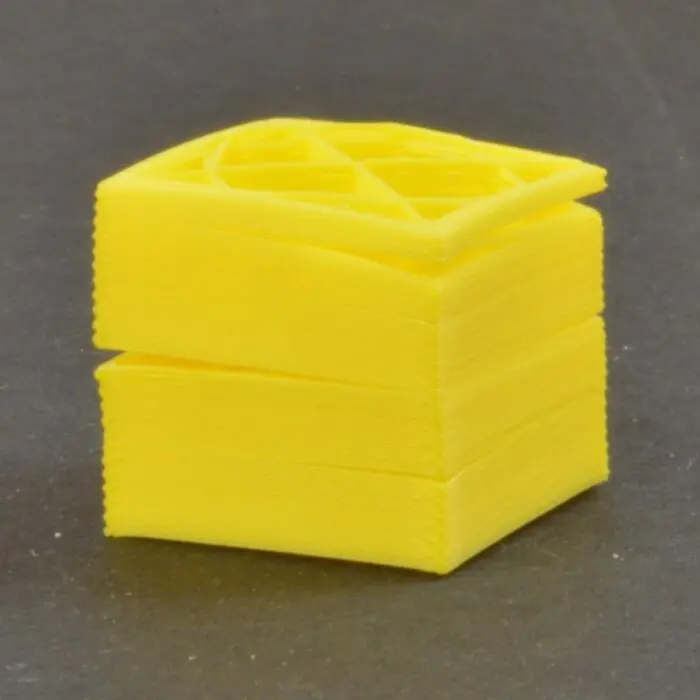
Usando los ajustes descritos anteriormente, intente imprimir una pieza de prueba como un cubo de calibración. Dos cosas que notará sobre PETG es que es propenso a generar hilos, y que un enfriamiento excesivo puede hacer que las capas se despeguen.
Teniendo la pieza de prueba, modifique sus ajustes de impresión. Si las capas no se mantienen unidas, disminuya la velocidad del ventilador o aumente la temperatura de impresión. Si los hilos son muy evidentes, aumente la velocidad o la distancia de retracción. Si las piezas se curvan o deforman, disminuya la temperatura de impresión.
Siga ajustando hasta que esté satisfecho con sus resultados. Si los problemas persisten, los siguientes consejos pueden ser útiles.

Usar pegamento en barra o spray para cabello
Por lo general, se aplican pegamentos en barra o spray para cabello en las superficies de impresión para ayudar a que las piezas se adhieran a la cama cuando la adherencia es deficiente. Sin embargo, el PETG a menudo se adhiere demasiado bien, tanto que puede desgarrar piezas de su parte impresa o la superficie de construcción.
Siempre se debe usar pegamento en barra o spray para cabello como liberador y nunca imprimir directamente en algo como BuildTak, PEI o vidrio. De esta manera, sus piezas saldrán con los materiales utilizados y no con pedazos de su preciosa superficie de construcción.
Ajusta bien la retracción
Como se explicó anteriormente, el PETG tiene una gran tendencia a generar hilos. Y la dureza del material hace que sea difícil romper los hilos de plástico fundido, lo que conduce a redes y mechones antiestéticos en sus impresiones.
Esto se puede mitigar ajustando correctamente la configuración de impresión. En particular, intente aumentar la distancia de retracción, la velocidad de retracción y la velocidad de desplazamiento, dentro de límites razonables.
Finalmente, si todo lo demás falla, puedes apoyarte de una pistola de calor con la que podrás eliminar cualquier hilo que quede.
Prevenir las grietas
Si estás cambiando de PLA a PETG, es posible que encuentres que el PETG se agrieta con bastante facilidad. Mientras que el PLA se beneficia del enfriamiento, el PETG puede sufrir si se enfría demasiado rápido.
En caso de que las capas de impresión comiencen a separarse o agrietarse, reduce la velocidad del ventilador. El PETG mantiene su forma a temperaturas mucho más altas que el PLA, por lo que los salientes y formas complejas seguirán saliendo afilados.
La reducción del enfriamiento permitirá que el plástico extruido se una por completo con el resto del modelo.

Dar espacio a las estructuras de soporte
Al igual que con cualquier otro material de impresión FDM, algunos modelos impresos en PETG pueden requerir estructuras de soporte.
Sin embargo, una vez ajustada la adhesión entre capas, el PETG puede adherirse demasiado bien, lo que dificulta la eliminación de los soportes. Es posible que desees explorar las opciones avanzadas de tu software de slicing y aumentar la distancia entre las estructuras de soporte y tu modelo real.
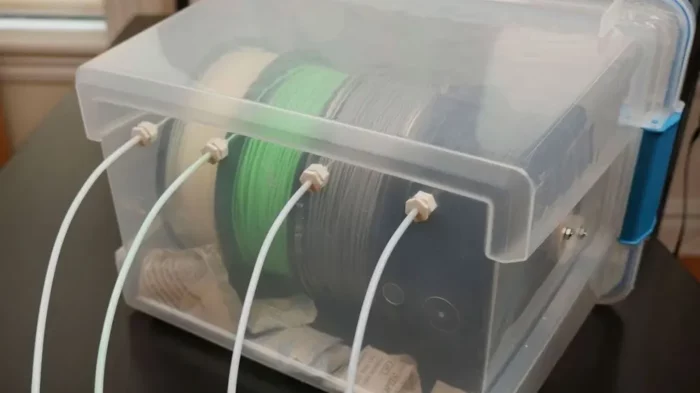
Mantén tu filamento seco
Después de imprimir con PETG durante un tiempo, es posible que notes una disminución en la calidad y resistencia de las impresiones. Esto se debe a que el PETG es higroscópico, lo que significa que absorbe fácilmente la humedad del aire. Esta humedad puede deteriorar el material y arruinar un filamento.
Por lo tanto, es importante almacenar tu filamento en un ambiente seco, como en una bolsa o caja hermética con sobres que se encargan de reducir la humedad. Esto preservará el filamento y evitará que absorba demasiada humedad.
¿Tu filamento ya está húmedo? puedes secarlo en un horno a unos 60 °C. Deja la bobina en el horno durante unas horas para evaporar la humedad.



